400-68-17025

拓普思實(shí)驗(yàn)室系統(tǒng) 2021-05-01
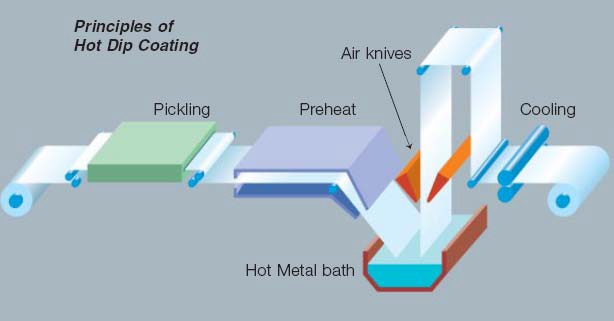 2、各種熱浸鍍鋅(鋅合金)薄板的工藝
2.1 熱浸鍍鋅層:
含鋅量可達(dá)百分之99,厚度可控制在7~15微米;根據(jù)工藝需要,兩者可以進(jìn)行調(diào)整。
應(yīng)用:大量用于汽車(chē)生產(chǎn),建筑構(gòu)件和家庭用具,如洗衣機(jī)等。
2.2 GALVANEAL鍍層:
熱鍍鋅鋼板進(jìn)行適當(dāng)加熱(退火)處理,鋅元素發(fā)生擴(kuò)散,生成含鐵量約百分之10的鋅-鐵表面薄膜鍍層,可以改善熱鍍鋅層的強(qiáng)度、耐磨性和焊接性能。
因?yàn)楸砻娲植诙仍黾樱梢愿纳朴推嵬垦b性能以及鍍層耐腐蝕性。
應(yīng)用:建筑物的裝飾立面,需涂裝的汽車(chē)壓延成形零件,內(nèi)外儀表盤(pán)
2.3 GALVALUME鍍層:
這種鋼板鍍層含有百分之55鋁,百分之43.4鋅和1.6百分之硅,具有良好的耐熱氧化性。
應(yīng)用:建筑物的裝飾立面,汽車(chē)部件
2.4 GALFAN鍍層:
這是一種含有5百分之鋁及痕量稀土元素的熱浸鍍鋅層,這種鍍層具有細(xì)致的共晶組織,適用于深度拉拔,彎折,焊接,涂裝后耐腐蝕性很好。
應(yīng)用:建筑業(yè),汽車(chē)制造業(yè)以及家用電氣業(yè)。
2.5 電鍍鋅:
通過(guò)電鍍方法在薄鋼板上鍍鋅,可以得到很薄的均勻鍍鋅層,厚度在2~6微米,特別適合后續(xù)的油漆涂裝,在汽車(chē)行業(yè)應(yīng)用廣泛。
3、鍍鋅鋼板的防腐蝕機(jī)理:
鍍鋅在工業(yè)上廣泛應(yīng)用于在大氣腐蝕環(huán)境中鑄鐵、碳鋼和合金鋼制件表面防護(hù),其基本耐腐蝕機(jī)理是金屬鋅因其化學(xué)電位低,暴露在大氣和水里的鍍鋅制件表面還會(huì)形成碳酸鋅薄膜提供附加耐腐蝕作用。
為了增加防腐蝕作用,改善裝飾效果,鍍鋅制件還可以進(jìn)行進(jìn)一步的涂裝,使用材料通常是油漆及一些有機(jī)薄膜。
4、鍍鋅鋼板的金相檢測(cè):
鍍鋅鋼板質(zhì)量控制除依靠在線(xiàn)物理性能檢測(cè)以外,金相檢測(cè)非常重要,可以獲得別的檢測(cè)方法不能得到的質(zhì)量數(shù)據(jù)信息。金相顯微組織分析可以為產(chǎn)品的成形、焊接和精飾,為新產(chǎn)品的研發(fā)工作和失效分析提供不可或缺的信息。
如果鍍鋅層過(guò)厚,會(huì)產(chǎn)生焊接工藝問(wèn)題;如果鍍鋅層出現(xiàn)擦痕或裂紋,隨后的油漆涂裝以及耐腐蝕性要受損。因此,金相檢測(cè)在改善產(chǎn)品和提高鍍鋅工藝水平方面具有十分重要的作用。
金相檢測(cè)的項(xiàng)目包括鍍鋅層硬度、基體和鍍鋅層的顯微組織分析、結(jié)合力測(cè)定和失效分析。
5、鍍鋅鋼板金相檢測(cè)的特點(diǎn):
因?yàn)殄冧\層的制備工藝方法不同,鍍鋅層的硬度和厚度變化很大,對(duì)金相試樣的制備要求是不同的。制備過(guò)程中,鋅與水的反應(yīng)帶來(lái)額外的困難。
2、各種熱浸鍍鋅(鋅合金)薄板的工藝
2.1 熱浸鍍鋅層:
含鋅量可達(dá)百分之99,厚度可控制在7~15微米;根據(jù)工藝需要,兩者可以進(jìn)行調(diào)整。
應(yīng)用:大量用于汽車(chē)生產(chǎn),建筑構(gòu)件和家庭用具,如洗衣機(jī)等。
2.2 GALVANEAL鍍層:
熱鍍鋅鋼板進(jìn)行適當(dāng)加熱(退火)處理,鋅元素發(fā)生擴(kuò)散,生成含鐵量約百分之10的鋅-鐵表面薄膜鍍層,可以改善熱鍍鋅層的強(qiáng)度、耐磨性和焊接性能。
因?yàn)楸砻娲植诙仍黾樱梢愿纳朴推嵬垦b性能以及鍍層耐腐蝕性。
應(yīng)用:建筑物的裝飾立面,需涂裝的汽車(chē)壓延成形零件,內(nèi)外儀表盤(pán)
2.3 GALVALUME鍍層:
這種鋼板鍍層含有百分之55鋁,百分之43.4鋅和1.6百分之硅,具有良好的耐熱氧化性。
應(yīng)用:建筑物的裝飾立面,汽車(chē)部件
2.4 GALFAN鍍層:
這是一種含有5百分之鋁及痕量稀土元素的熱浸鍍鋅層,這種鍍層具有細(xì)致的共晶組織,適用于深度拉拔,彎折,焊接,涂裝后耐腐蝕性很好。
應(yīng)用:建筑業(yè),汽車(chē)制造業(yè)以及家用電氣業(yè)。
2.5 電鍍鋅:
通過(guò)電鍍方法在薄鋼板上鍍鋅,可以得到很薄的均勻鍍鋅層,厚度在2~6微米,特別適合后續(xù)的油漆涂裝,在汽車(chē)行業(yè)應(yīng)用廣泛。
3、鍍鋅鋼板的防腐蝕機(jī)理:
鍍鋅在工業(yè)上廣泛應(yīng)用于在大氣腐蝕環(huán)境中鑄鐵、碳鋼和合金鋼制件表面防護(hù),其基本耐腐蝕機(jī)理是金屬鋅因其化學(xué)電位低,暴露在大氣和水里的鍍鋅制件表面還會(huì)形成碳酸鋅薄膜提供附加耐腐蝕作用。
為了增加防腐蝕作用,改善裝飾效果,鍍鋅制件還可以進(jìn)行進(jìn)一步的涂裝,使用材料通常是油漆及一些有機(jī)薄膜。
4、鍍鋅鋼板的金相檢測(cè):
鍍鋅鋼板質(zhì)量控制除依靠在線(xiàn)物理性能檢測(cè)以外,金相檢測(cè)非常重要,可以獲得別的檢測(cè)方法不能得到的質(zhì)量數(shù)據(jù)信息。金相顯微組織分析可以為產(chǎn)品的成形、焊接和精飾,為新產(chǎn)品的研發(fā)工作和失效分析提供不可或缺的信息。
如果鍍鋅層過(guò)厚,會(huì)產(chǎn)生焊接工藝問(wèn)題;如果鍍鋅層出現(xiàn)擦痕或裂紋,隨后的油漆涂裝以及耐腐蝕性要受損。因此,金相檢測(cè)在改善產(chǎn)品和提高鍍鋅工藝水平方面具有十分重要的作用。
金相檢測(cè)的項(xiàng)目包括鍍鋅層硬度、基體和鍍鋅層的顯微組織分析、結(jié)合力測(cè)定和失效分析。
5、鍍鋅鋼板金相檢測(cè)的特點(diǎn):
因?yàn)殄冧\層的制備工藝方法不同,鍍鋅層的硬度和厚度變化很大,對(duì)金相試樣的制備要求是不同的。制備過(guò)程中,鋅與水的反應(yīng)帶來(lái)額外的困難。
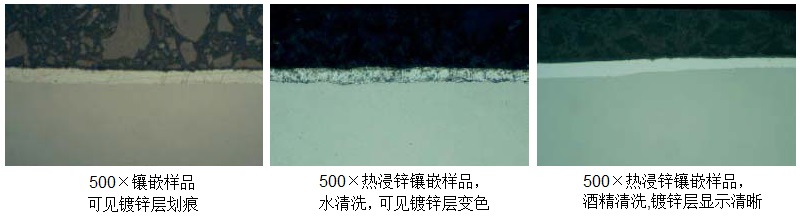
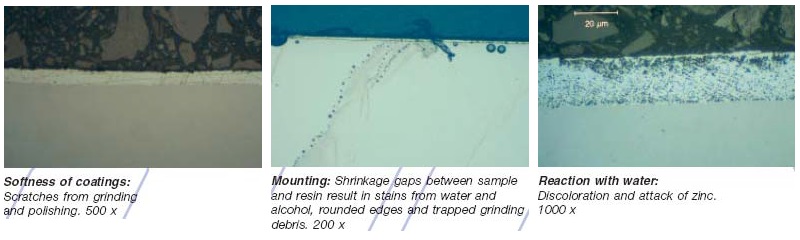 5.1 鑲嵌收縮縫:
冷卻后在鍍鋅層與鑲嵌樹(shù)脂之間形成收縮縫,造成樣品清洗困難,在制作沖壓鍍鋅鋼板鑲嵌樣品特別容易發(fā)生。原因是金相檢測(cè)用于在線(xiàn)生產(chǎn)控制,因此要保證足夠的樣品數(shù)量。為保證鑲嵌質(zhì)量,鑲嵌時(shí)間長(zhǎng)為佳,但在線(xiàn)檢測(cè)要求即時(shí)檢測(cè)結(jié)果,鑲嵌時(shí)間不能太長(zhǎng),因此操作不當(dāng)易生成收縮縫,導(dǎo)致水漬、酒精污漬、邊緣倒角、磨粒嵌入等制備缺陷,影響鍍鋅層厚度檢測(cè)和組織分析的效果。
5.2 磨拋劃痕
鍍鋅層硬度相對(duì)較低,以及易與水反應(yīng),可以在鍍層中產(chǎn)生劃痕,變色甚至受浸蝕。鍍層中鋅純度越高,鍍層越軟,對(duì)水反應(yīng)越敏感。因此,熱鍍鋅和電鍍鋅通常硬度低,易于發(fā)生塑性變形,不能用水清洗,一般用酒精或異丙醇清洗。在添加鋁元素以及相應(yīng)熱處理后,GALFAN鍍層, GALVALUME鍍層和GALVANEAL鍍層的硬度大于熱浸鍍鋅層和電鍍鋅層,相對(duì)問(wèn)題較少,與水反應(yīng)不太嚴(yán)重。
5.1 鑲嵌收縮縫:
冷卻后在鍍鋅層與鑲嵌樹(shù)脂之間形成收縮縫,造成樣品清洗困難,在制作沖壓鍍鋅鋼板鑲嵌樣品特別容易發(fā)生。原因是金相檢測(cè)用于在線(xiàn)生產(chǎn)控制,因此要保證足夠的樣品數(shù)量。為保證鑲嵌質(zhì)量,鑲嵌時(shí)間長(zhǎng)為佳,但在線(xiàn)檢測(cè)要求即時(shí)檢測(cè)結(jié)果,鑲嵌時(shí)間不能太長(zhǎng),因此操作不當(dāng)易生成收縮縫,導(dǎo)致水漬、酒精污漬、邊緣倒角、磨粒嵌入等制備缺陷,影響鍍鋅層厚度檢測(cè)和組織分析的效果。
5.2 磨拋劃痕
鍍鋅層硬度相對(duì)較低,以及易與水反應(yīng),可以在鍍層中產(chǎn)生劃痕,變色甚至受浸蝕。鍍層中鋅純度越高,鍍層越軟,對(duì)水反應(yīng)越敏感。因此,熱鍍鋅和電鍍鋅通常硬度低,易于發(fā)生塑性變形,不能用水清洗,一般用酒精或異丙醇清洗。在添加鋁元素以及相應(yīng)熱處理后,GALFAN鍍層, GALVALUME鍍層和GALVANEAL鍍層的硬度大于熱浸鍍鋅層和電鍍鋅層,相對(duì)問(wèn)題較少,與水反應(yīng)不太嚴(yán)重。
 6、鍍鋅層的金相制備
6.1 切割:可以用常規(guī)的氧化鋁切割盤(pán), 很薄的鋼板可以裁紙刀切割。
6.2 鑲嵌:收縮縫問(wèn)題可以通過(guò)用丙酮除油和選擇合適的鑲嵌樹(shù)脂解決,用延長(zhǎng)老化時(shí)間和環(huán)氧樹(shù)脂冷鑲嵌可以基本避免。含碳纖維酚醛樹(shù)脂熱壓鑲嵌(POLYFAST)可作為優(yōu)選方法,從而避免收縮縫并保持樣品表面平整。鑲嵌時(shí),少量樣品可以用塑料夾子定位;在線(xiàn)控制檢測(cè)要求快速完成,數(shù)量較多鍍鋅層樣品可以用鋼夾子固定起來(lái),但是會(huì)留下一些縫隙,清洗有一定的困難,使得厚度檢測(cè)和組織檢測(cè)因酒精滲出受到影響。使用快速膠粘合多個(gè)樣品后熱鑲嵌(POLYFAST)可以排除縫隙,得到合格的樣品。
6.3 研磨和拋光:常規(guī)的鍍鋅鋼板用不同粒度SiC砂紙,再經(jīng)2~3道金剛砂拋光。推薦用特殊的細(xì)磨盤(pán)(MDLargo)代替SiC砂紙,使用金剛砂噴霧劑或懸浮劑,縮短操作時(shí)間。MD-Largo方法可以保持樣品邊緣不倒角,這對(duì)于高倍觀察特別重要。隨后的拋光過(guò)程,用3微米和1微米的金剛砂拋光劑就足夠了。總的磨拋步驟可從6步減少到4步。不同的工藝生產(chǎn)的鍍鋅層硬度不同,但自動(dòng)磨拋制備方法均適用。如果不用自動(dòng)加料的磨拋系統(tǒng),金剛砂噴霧劑因?yàn)椴缓部梢垣@得好的效果。自動(dòng)加料磨拋系統(tǒng)需要使用無(wú)水金剛砂懸浮劑和潤(rùn)滑劑避免污染鍍鋅層。綢布可以保持樣品平整,有時(shí)也會(huì)產(chǎn)生劃痕。起毛絨布會(huì)產(chǎn)生表面浮突,要避免使用。自動(dòng)加料磨拋系統(tǒng)(如RotoSystem)具有可靠的,重復(fù)性好的優(yōu)點(diǎn)。
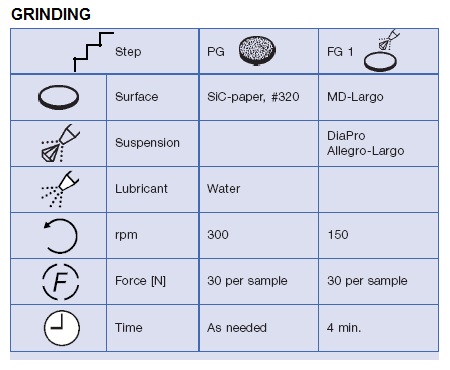
7、鍍鋅層金相制備方法
7.1 研磨
6、鍍鋅層的金相制備
6.1 切割:可以用常規(guī)的氧化鋁切割盤(pán), 很薄的鋼板可以裁紙刀切割。
6.2 鑲嵌:收縮縫問(wèn)題可以通過(guò)用丙酮除油和選擇合適的鑲嵌樹(shù)脂解決,用延長(zhǎng)老化時(shí)間和環(huán)氧樹(shù)脂冷鑲嵌可以基本避免。含碳纖維酚醛樹(shù)脂熱壓鑲嵌(POLYFAST)可作為優(yōu)選方法,從而避免收縮縫并保持樣品表面平整。鑲嵌時(shí),少量樣品可以用塑料夾子定位;在線(xiàn)控制檢測(cè)要求快速完成,數(shù)量較多鍍鋅層樣品可以用鋼夾子固定起來(lái),但是會(huì)留下一些縫隙,清洗有一定的困難,使得厚度檢測(cè)和組織檢測(cè)因酒精滲出受到影響。使用快速膠粘合多個(gè)樣品后熱鑲嵌(POLYFAST)可以排除縫隙,得到合格的樣品。
6.3 研磨和拋光:常規(guī)的鍍鋅鋼板用不同粒度SiC砂紙,再經(jīng)2~3道金剛砂拋光。推薦用特殊的細(xì)磨盤(pán)(MDLargo)代替SiC砂紙,使用金剛砂噴霧劑或懸浮劑,縮短操作時(shí)間。MD-Largo方法可以保持樣品邊緣不倒角,這對(duì)于高倍觀察特別重要。隨后的拋光過(guò)程,用3微米和1微米的金剛砂拋光劑就足夠了。總的磨拋步驟可從6步減少到4步。不同的工藝生產(chǎn)的鍍鋅層硬度不同,但自動(dòng)磨拋制備方法均適用。如果不用自動(dòng)加料的磨拋系統(tǒng),金剛砂噴霧劑因?yàn)椴缓部梢垣@得好的效果。自動(dòng)加料磨拋系統(tǒng)需要使用無(wú)水金剛砂懸浮劑和潤(rùn)滑劑避免污染鍍鋅層。綢布可以保持樣品平整,有時(shí)也會(huì)產(chǎn)生劃痕。起毛絨布會(huì)產(chǎn)生表面浮突,要避免使用。自動(dòng)加料磨拋系統(tǒng)(如RotoSystem)具有可靠的,重復(fù)性好的優(yōu)點(diǎn)。
7、鍍鋅層金相制備方法
7.1 研磨
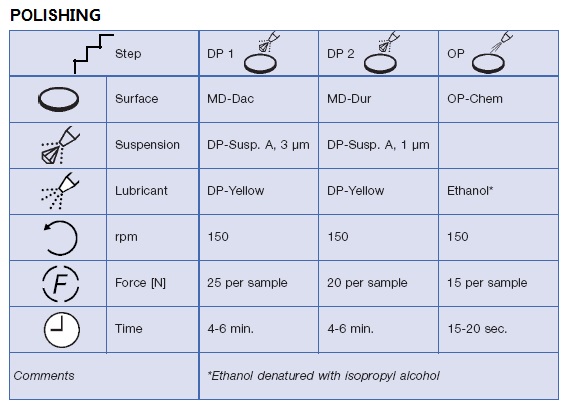
 7.2 拋光
7.2 拋光
 8、樣品清洗
●? 鋅與水的反應(yīng)使樣品清洗困難。在磨制過(guò)程可以不考慮,但是在金剛砂拋光時(shí)清洗劑推薦用添加異丙醇的酒精,用清潔的壓縮空氣干燥。
●? 清洗用添加異丙醇的酒精在MDChem拋光布短暫輕拋,再漂洗和干燥,效果很好。如果使用自動(dòng)加料磨拋系統(tǒng),可用大劑量的無(wú)水潤(rùn)滑劑,拋光數(shù)秒鐘,可以使隨后清洗方便。
9、浸蝕和實(shí)例
常用浸蝕劑:0.5~百分之2硝酸酒精(Nital),浸蝕數(shù)秒,過(guò)長(zhǎng)易浸蝕過(guò)度。
10、結(jié)論
為了使制備鍍鋅層金相樣品更方便,重現(xiàn)性好,改善金相組織質(zhì)量,使用自動(dòng)加料磨拋系統(tǒng)建議掌握如下制備要點(diǎn):
●? 盡管硬度不同,各種鍍鋅層可以用相同的自動(dòng)制樣系統(tǒng)制備;
●? 無(wú)收縮縫的鑲嵌是磨制拋光的必要前提;
●? 硬盤(pán)金剛砂細(xì)磨可獲得優(yōu)良的表面平整度;
●? 無(wú)水金剛砂懸浮劑和潤(rùn)滑劑可以使樣品無(wú)污漬;
●? 綢布可以使樣品表面拋光時(shí)保持平整;
●? 拋光時(shí)所有的清洗要用添加異丙醇的酒精
8、樣品清洗
●? 鋅與水的反應(yīng)使樣品清洗困難。在磨制過(guò)程可以不考慮,但是在金剛砂拋光時(shí)清洗劑推薦用添加異丙醇的酒精,用清潔的壓縮空氣干燥。
●? 清洗用添加異丙醇的酒精在MDChem拋光布短暫輕拋,再漂洗和干燥,效果很好。如果使用自動(dòng)加料磨拋系統(tǒng),可用大劑量的無(wú)水潤(rùn)滑劑,拋光數(shù)秒鐘,可以使隨后清洗方便。
9、浸蝕和實(shí)例
常用浸蝕劑:0.5~百分之2硝酸酒精(Nital),浸蝕數(shù)秒,過(guò)長(zhǎng)易浸蝕過(guò)度。
10、結(jié)論
為了使制備鍍鋅層金相樣品更方便,重現(xiàn)性好,改善金相組織質(zhì)量,使用自動(dòng)加料磨拋系統(tǒng)建議掌握如下制備要點(diǎn):
●? 盡管硬度不同,各種鍍鋅層可以用相同的自動(dòng)制樣系統(tǒng)制備;
●? 無(wú)收縮縫的鑲嵌是磨制拋光的必要前提;
●? 硬盤(pán)金剛砂細(xì)磨可獲得優(yōu)良的表面平整度;
●? 無(wú)水金剛砂懸浮劑和潤(rùn)滑劑可以使樣品無(wú)污漬;
●? 綢布可以使樣品表面拋光時(shí)保持平整;
●? 拋光時(shí)所有的清洗要用添加異丙醇的酒精
